How to Evaluate a Reliable Underwear Manufacturer (Key Checkpoints)?
Choosing the wrong underwear manufacturer can cost you an entire season. Returns pile up, reviews drop, and switching suppliers mid-production is a nightmare most brands never fully recover from.
To evaluate a reliable underwear manufacturer, check four things: category-specific production experience, batch-level quality control systems, real certification execution (not just certificate copies), and whether the working relationship actually fits your development process. Surface audits miss the details that cause bulk failures.

Most buyers approach factory evaluation like a checklist exercise. They collect certificates, request a portfolio, and ask for a price sheet. That process filters out obviously bad factories. It does not find you a good one. The real risk is a factory that passes every surface check but fails at the variables that actually matter for underwear: elastic consistency, seam integrity under repeated stretch, and stable quality from unit 1 to unit 10,000. Here is how to go deeper.
Verifying Credentials and Compliance: Does the Factory Actually Execute What the Certificates Say?
A factory sends you a BSCI certificate and an OEKO-TEX® report. You feel better. But do you know what those documents actually guarantee?
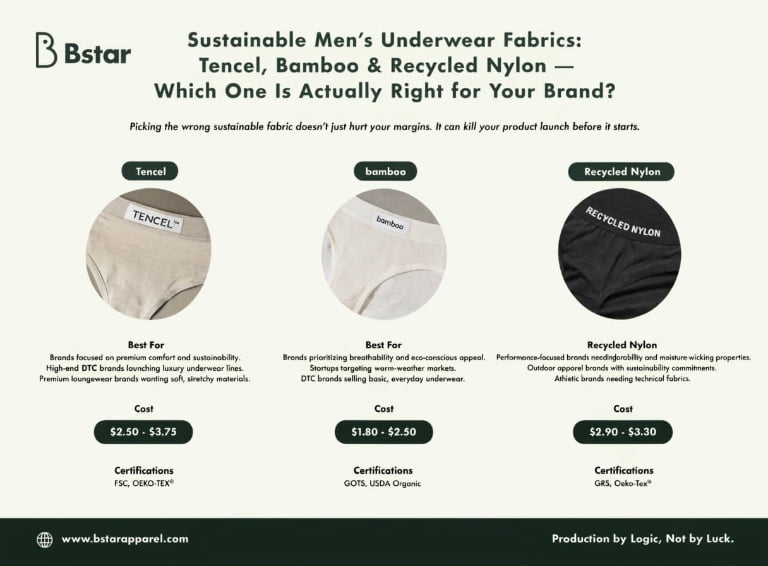
BSCI covers labor and social compliance1. OEKO-TEX® confirms that tested materials meet harmful substance limits2. GOTS and GRS cover organic and recycled fiber chains3. These are minimum entry points. None of them guarantee that the raw materials arriving at the factory today match the certified batch from six months ago.

This is the part most buyers skip. Certifications tell you that a factory met a standard at a specific point in time4. They do not tell you what happens when a yarn supplier’s certificate lapses mid-order, or whether incoming materials are retested at intake before they enter production.
What to Ask Instead of Just Collecting Certificates
When we receive factory tour requests from DTC brand buyers, the question we hear most often is: "Which certifications do you hold?" That is a reasonable starting point. The more useful follow-up questions are:
| Question | Why It Matters |
|---|---|
| Do you retest raw materials at intake? | Certificates from suppliers can lag real material changes |
| What happens if a supplier’s certification expires during our order? | Reveals whether compliance is procedural or just paperwork |
| Can you show inline inspection records, not just final audit reports? | End-of-line audits catch defects late. Inline checks prevent them5 |
| How long have you worked with your main yarn and elastic suppliers? | Supplier stability directly affects batch consistency |
A factory that holds BSCI, OEKO-TEX®, GOTS, and GRS certifications has demonstrated that it built compliance infrastructure. That is meaningful. What you are trying to confirm is whether that infrastructure runs daily or just runs at audit time. Ask for documentation of in-process checks. If they cannot produce it, the certificate is the whole system.
Assessing Production Capabilities: Can This Factory Actually Make Underwear Well?
Many general garment factories list underwear as a product category. That does not mean they are equipped to produce it reliably.
Underwear manufacturing requires knit-specific machinery, elastic tension calibration, and flat-seam or overlock expertise that most woven garment lines do not have. A factory that "also does underwear" alongside jackets and trousers is a different operation from one where underwear is the primary category.

In our experience at BSTAR, where knit underwear and intimate apparel has been our core production focus for 19 years, we see this confusion regularly. Buyers compare us against general apparel factories quoting lower prices. The difference becomes visible at sampling — and it becomes expensive at bulk.
The Right Questions About Production Capability
Do not ask "can you make underwear?" Every factory will say yes. Ask these instead:
What percentage of your current production is underwear or intimate apparel?
A factory where underwear represents 20% of output runs it as a side line. Equipment maintenance, pattern expertise, and process calibration reflect where a factory focuses.
What equipment do you use for waistband and leg elastic attachment?
Elastic attachment is one of the most failure-prone steps in underwear production6. Inconsistent tension causes waistbands that curl, legs that gap, or elastic that loses recovery after 20 washes7. Ask about the specific machinery and whether tension calibration is checked per run or per batch.
What is your sampling lead time, and how does that relate to your bulk production consistency?
| Metric | What It Measures | What It Does Not Measure |
|---|---|---|
| Sampling lead time (7–15 days) | Factory responsiveness | Batch-to-batch quality stability |
| First sample approval rate | Pattern and material accuracy | Consistency at 10,000+ units |
| Bulk AQL standard applied | Defect detection threshold | Process control upstream of inspection |
Sampling speed is not a proxy for production reliability. We can turn around a first sample in 7–15 days. That reflects our material stock and pattern team. What protects you at bulk is AQL-based inspection applied during production — not just at the end8. Ask which AQL level is applied and at what production stages.
Quality Control Systems: Where Does the Factory Catch Problems?
A factory that only inspects finished garments is catching problems after the cost has already been incurred.
A strong quality control system for underwear sets checkpoints at raw material intake, fabric inspection before cutting, in-line process checks during sewing, elastic and seam testing on finished units, pre-shipment audit against AQL standards, and final packaging inspection. Six stages, not one.

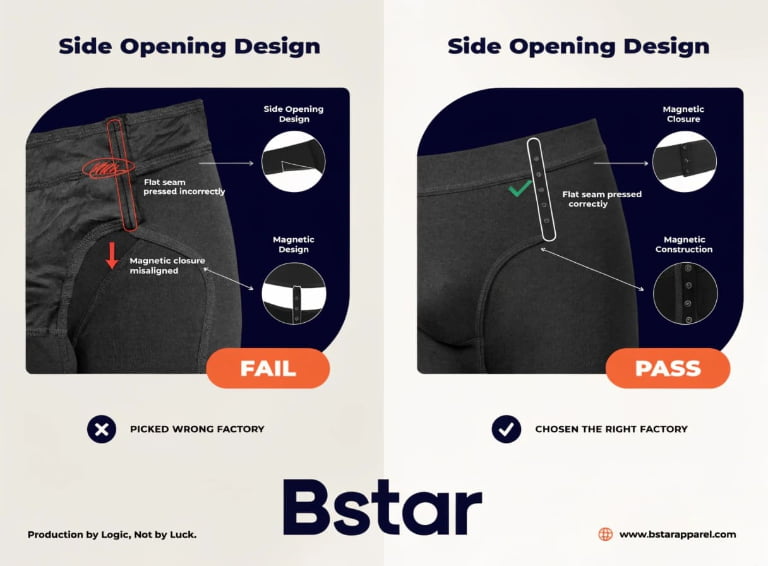
We run six QC checkpoints at BSTAR. That structure exists because underwear defects are category-specific. A waistband misaligned by 3mm, an elastic tension that reads fine in a single unit but fails under repeated wash cycles, a gusset seam that holds in sampling but opens at bulk — these are not visible in a final audit unless you are specifically looking for them.
Defect Rate History and How to Read It
Ask for historical defect rates. A reputable factory will have records. Here is how to interpret what you receive:
| Defect Rate | What It Suggests |
|---|---|
| Below 1% (AQL 1.0) | Strong in-process control |
| 1%–2.5% (AQL 2.5) | Acceptable for most apparel, warrants follow-up on process steps |
| Above 2.5% | Catch-up inspection, not prevention |
Also ask: what is the most common defect type in your underwear production? A factory with real quality data knows this. A factory running surface-level QC will give you a vague answer9. The specific defect type tells you where their process is weakest — which is exactly what you need to know before committing to a bulk order.
Strategic Partnership Fit: Will This Factory Actually Work for Your Business Model?
Unit price is the number most buyers look at first. It is also the number most likely to mislead them.
The real cost of a manufacturer relationship includes revision rounds caused by unclear communication, MOQ floors that force you to over-order on development styles, slow response times that compress your launch timeline, and the cost of switching suppliers when bulk quality does not match samples.

A DTC brand launching its first underwear collection does not need a factory quoting $2.10 FOB if the minimum order is 3,000 units per colorway10 and the sales team responds in 48 hours in a second language. The math does not work. The misalignment shows up in over-ordered dead stock and unresolved spec questions.
The Four Fit Variables That Unit Price Does Not Cover
MOQ for development orders
If you are building a new category or testing a new fabrication, you need small-run development capacity. A factory that supports 1-piece MOQ for sampling removes the financial risk of committing to a fabrication before you know it sells.
Communication structure
Does the factory have a dedicated English-speaking team handling export orders? What is the actual response window — 24 hours or 72 hours? For buyers in European or North American time zones working with a China-based manufacturer, a 72-hour response cycle effectively loses one full business day per exchange11.
Financial and operational stability
Ask how long the factory has operated. Ask about their main customer relationships and production volume. A manufacturer with 19 years of continuous operation and 300+ machines running at 50,000 units per day has demonstrated structural stability12. A newer or smaller operation may carry more disruption risk.
Revision cycle handling
Ask directly: if our first sample has three correction points, how is that managed? Who tracks it? What is the turnaround? The answer tells you whether spec management is systematic or informal.
Conclusion
Evaluating an underwear manufacturer means testing execution, not just collecting documents. Check certifications against real processes, assess category specialization directly, verify QC at production stages, and calculate total partnership cost — not just unit price.
-
"BSCI – Wikipedia", https://en.wikipedia.org/wiki/BSCI. The amfori BSCI programme establishes a code of conduct and audit framework addressing labor rights, health and safety, and ethical business practices across supplier facilities; see amfori, ‘BSCI Programme,’ amfori.org. Evidence role: definition; source type: institution. Supports: BSCI (now amfori BSCI) is a supply chain management system focused on improving working conditions in global supply chains through social auditing. Scope note: The amfori website is the programme’s own documentation; independent academic assessments of BSCI’s effectiveness may provide additional context. ↩
-
"Testex – Wikipedia", https://en.wikipedia.org/wiki/Testex. OEKO-TEX STANDARD 100 is an independent testing and certification system for textile raw materials, intermediate, and end products, verifying that each component meets limit values for over 100 harmful substances; see OEKO-TEX Association, ‘OEKO-TEX STANDARD 100,’ oeko-tex.com. Evidence role: definition; source type: institution. Supports: OEKO-TEX STANDARD 100 tests textile articles for a defined list of harmful substances and certifies that tested products meet established limit values. Scope note: Certification applies to the tested batch at the time of testing; the article’s point that ongoing material consistency is not guaranteed is not contradicted by this source. ↩
-
"Certification – GOTS – Global Organic Textile Standard", https://global-standard.org/certification-and-labelling/certification. The Global Organic Textile Standard (GOTS) sets requirements for the organic status of textiles from harvesting through labeling, while the Global Recycled Standard (GRS), administered by Textile Exchange, certifies recycled input material and chain-of-custody claims; see Global Standard gGmbH, ‘GOTS,’ global-standard.org, and Textile Exchange, ‘Global Recycled Standard,’ textileexchange.org. Evidence role: definition; source type: institution. Supports: GOTS (Global Organic Textile Standard) governs the processing of organic fibers through the supply chain, while GRS (Global Recycled Standard) certifies recycled content in products and supply chain custody. Scope note: These are the standards’ own definitions; independent audits of certification integrity are a separate body of evidence. ↩
-
"Supply chain management in times of crisis: a systematic review", https://pmc.ncbi.nlm.nih.gov/articles/PMC9362030/. Scholarship on supply chain auditing has noted that point-in-time audits may not reflect continuous operational conditions; see, e.g., Locke, R., Qin, F., and Brause, A. (2007), ‘Does Monitoring Improve Labor Standards? Lessons from Nike,’ ILR Review 61(1), which examines the gap between audit findings and sustained compliance. Evidence role: expert_consensus; source type: paper. Supports: Third-party audits capture compliance status at the moment of inspection and have documented limitations in predicting ongoing or continuous compliance. Scope note: The Locke et al. study focuses on labor audits in footwear; its findings are directionally relevant but not specific to textile material certification. ↩
-
"Apparel QA in In-Process Inspection: A Step-by-Step Guide – LinkedIn", https://www.linkedin.com/posts/asmmanik_discussion-topics-about-%F0%9D%90%A2%F0%9D%90%A7-%F0%9D%90%A9%F0%9D%90%AB%F0%9D%90%A8%F0%9D%90%9C%F0%9D%90%9E%F0%9D%90%AC-activity-7369258289542459393-RDCA. Quality management literature consistently supports in-process control over end-of-line inspection as a defect-prevention mechanism; see Juran, J.M. and Godfrey, A.B. (1999), Juran’s Quality Handbook, 5th ed., McGraw-Hill, which establishes that upstream process control reduces the cost of quality relative to downstream detection. Evidence role: expert_consensus; source type: paper. Supports: In-process quality control checkpoints reduce defect rates more effectively than post-production inspection by identifying and correcting deviations before they propagate through the production run. Scope note: General quality management principles apply broadly; garment-specific empirical studies on inline versus final inspection are less common in peer-reviewed literature. ↩
-
"[PDF] Innovative Automated Stretch Elastic Waistband Sewing Machine for …", https://arxiv.org/pdf/2503.18373. Textile and apparel engineering references identify elastic insertion and attachment as a critical operation requiring precise tension control; see Carr, H. and Latham, B. (1994), The Technology of Clothing Manufacture, 2nd ed., Blackwell Scientific, which discusses elastic application as a variable-tension operation susceptible to process drift. Evidence role: general_support; source type: education. Supports: Elastic attachment in knit garment production involves tension-sensitive sewing operations where inconsistent feed or calibration produces dimensional and functional defects. Scope note: General apparel manufacturing texts may not isolate underwear-specific failure rates; the claim’s quantitative implication is not directly proven by this source. ↩
-
"The Bacterial Life Cycle in Textiles is Governed by Fiber … – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC8515937/. Elastic recovery and stretch properties in textiles are assessed under ISO 4921 and related standards; degradation of elastomeric yarns under repeated laundering is a documented phenomenon addressed in ASTM D2594, ‘Standard Test Method for Stretch Properties of Knitted Fabrics Having Low Power,’ ASTM International. Evidence role: mechanism; source type: institution. Supports: Elastic recovery in textile products is a measurable property that can degrade with repeated laundering, and standardized test methods exist to assess this performance characteristic. Scope note: Standardized tests measure elastic recovery under controlled conditions; real-world degradation rates depend on fiber composition, construction, and laundering conditions not specified in the article. ↩
-
"[PDF] ISO 2859-1 – UNT Chemistry Department", https://chemistry.unt.edu/~tgolden/courses/iso2859-1.pdf. Acceptable Quality Level (AQL) inspection is governed by ISO 2859-1:1999, ‘Sampling procedures for inspection by attributes — Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection,’ International Organization for Standardization, Geneva. Evidence role: definition; source type: institution. Supports: AQL (Acceptable Quality Level) is defined under ISO 2859-1 as the quality level that is the worst tolerable process average when a continuing series of lots is submitted for acceptance sampling. ↩
-
"9.3 Management Review [ISO 9001 Template]", https://www.iso-9001-checklist.co.uk/9.3-management-review.htm. ISO 9001:2015, ‘Quality management systems — Requirements,’ clause 10.2 requires organizations to retain documented information as evidence of the nature of nonconformities and subsequent corrective actions, supporting the expectation that mature QC systems maintain specific defect-type records; International Organization for Standardization, Geneva. Evidence role: expert_consensus; source type: institution. Supports: ISO 9001-compliant quality management systems require documented records of nonconformities, including defect type and frequency, as part of continual improvement processes. Scope note: ISO 9001 certification is not required of all factories; the article’s claim applies broadly to factories regardless of whether they hold this certification. ↩
-
"Minimum Order Quantity (MOQ): Formula, Tips, & Benefits", https://dclcorp.com/blog/inventory/minimum-order-quantity-moq/. Operations management literature on newsvendor and inventory models demonstrates that high minimum order quantities increase expected overstock costs under demand uncertainty; see Cachon, G. and Terwiesch, C. (2012), Matching Supply with Demand: An Introduction to Operations Management, 3rd ed., McGraw-Hill, which formalizes the cost structure of over-ordering relative to demand forecasts. Evidence role: mechanism; source type: paper. Supports: High minimum order quantities impose inventory holding costs and demand uncertainty risk on small brands, particularly during product development phases before sales data is available. Scope note: Academic inventory models are generalized; DTC-specific empirical data on MOQ-driven overstock losses in apparel is less systematically documented. ↩
-
"Global Talent, Local Obstacles: Why Time Zones Matter in Remote …", https://www.library.hbs.edu/working-knowledge/global-talent-local-obstacles-why-time-zones-matter-in-remote-work. Research on globally distributed work has documented that non-overlapping working hours between teams reduce daily communication cycles; see Herbsleb, J.D. and Mockus, A. (2003), ‘An Empirical Study of Speed and Communication in Globally Distributed Software Development,’ IEEE Transactions on Software Engineering 29(6), which quantifies delay effects of geographic and temporal separation on iterative work. Evidence role: mechanism; source type: paper. Supports: Asynchronous communication across significant time zone differences reduces the number of effective exchange cycles per calendar day, extending project timelines. Scope note: The cited study addresses software development teams; the mechanism is analogous to buyer-supplier communication but the specific one-business-day equivalence is the article’s own framing, not a finding from this source. ↩
-
"Customer integration in the supply chain: the role of market … – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9936943/. Supply chain risk literature has examined firm characteristics as predictors of supplier reliability; see Zsidisin, G.A. (2003), ‘A Grounded Definition of Supply Risk,’ Journal of Purchasing and Supply Management 9(5–6), which identifies supplier financial and operational stability as components of supply risk assessment frameworks. Evidence role: general_support; source type: paper. Supports: Firm age and operational scale have been associated with greater process stability and lower supply disruption risk in supply chain management research. Scope note: Firm age and scale are imperfect proxies for reliability; ↩